
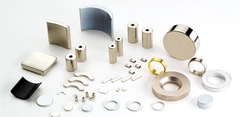
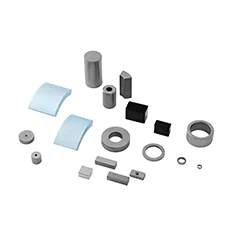



































Salīdzinot ar tradicionālo pulvermetalurģijas procesu, NdFeB formēšanai ir divas galvenās īpašības: magnētiskā lauka orientācija un aizsardzība pret oksidāciju. Formēšanas process nosaka magnēta ģeometriju, izmēru un orientāciju, un tas ir galvenā saite saķepināta NdFeB sagatavošanā. Cilni parasti iedala divās kategorijās: sausā presēšana un mitrā presēšana.

1. Slapjā formēšana
Mitrās formēšanas process tiek plaši izmantots funkcionālajā keramikā un citās jomās. 2001. gadā Hitachi kā šķīdinātāju izmantoja minerāleļļu un pievienoja virsmaktīvo vielu metiloleātu, lai sagatavotu augstas veiktspējas magnētu ar Br=1,46 T (14,6 kG) un 1,20 MA/m (15,1 kOe). Organisko reaģentu eļļošanas efekts var uzlabot pulvera plūstamību un orientāciju, tādējādi sagatavojot kompaktu ar augstu viendabīgumu. Tomēr mitrās formēšanas process ir sarežģīts un ārkārtīgi neefektīvs. Lielais šķīdinātāja daudzums, kas izdalās saķepināšanas procesā, sabojās vakuuma sistēmu, un atlikušais ogleklis ietekmēs arī magnēta darbību, tāpēc slapjā formēšanas metode pakāpeniski tiek atmesta.
2. Sausā formēšana
Pēc gadiem ilgas prakses un magnētisko materiālu praktiķu uzlabojumu, sausā formēšana ir kļuvusi par vēlamo metodi liela mēroga masveida ražošanai. Magnētiskais pulveris ir orientēts ar magnētisko lauku noteiktas formas veidnes dobumā, un ievilkums ir aizvērts, lai pabeigtu spiedienu. Tomēr, palielinoties zaļā ķermeņa blīvumam, orientācija neizbēgami tiks iznīcināta. Sauso formēšanu var iedalīt paralēlā presēšanā un vertikālā presēšanā atbilstoši atbilstošajai attiecībai starp magnētiskā lauka virzienu un presēšanas virzienu. Vertikālās presēšanas metode tiek izmantota plašāk, jo tā mazāk sabojā pulvera orientāciju. Ķīnā bieži tiek izmantota divpakāpju presēšanas metode, tas ir, zaļais kompaktais blīvums tiek nospiests līdz 3.8-4.1g/cm3, un pēc tam tiek izmantots vienāds spiediena samazinājums (apmēram 180 MPa), lai palielinātu zaļo krāsu. kompakts blīvums (apmēram 4,5g/cm3), neiznīcinot esošo orientācijas līmeni. Tādā veidā var izmēģināt dažāda veida veidnes, piemēram, automātiskās veidnes un kombinētās veidnes ar augstu ražošanas efektivitāti un stabilu veiktspēju. Tomēr vertikālās presēšanas, izostatiskās presēšanas, pēcslīpēšanas un sagriešanas apstrādes metodēm ir šādi trūkumi:
(1) Tā kā sagataves un oksīda slāņa deformācijas apjoms ir ierobežots, sagataves apstrādes pielaide ir liela un ražas līmenis ir zems;
(2) Sekundārās presēšanas metode prasa vakuuma blīvējumu pēc zaļā korpusa, kam ir ilgs procesa cikls un zema automatizācijas pakāpe;
(3) Orientācijas pakāpe joprojām tiks bojāta pelējuma aizvēršanas un presēšanas procesā.
Galvenie uzlabojumu virzieni šobrīd ir: pirmkārt, atcelt izostatisko presēšanu un realizēt automatizētu ražošanu no formēšanas līdz saķepināšanai; otrkārt, izmantot bezspiediena formēšanu un citas metodes, lai vēl vairāk uzlabotu orientācijas pakāpi; turklāt flīzēm, gredzenveida, plānām loksnēm un dažādām sarežģītām formām, izstrādājums ir izstrādājis gandrīz tīkla formēšanas procesu un bezapstrādes liešanas procesu, lai tieši ražotu produktus, kas ir vienādi vai tuvu formai gala produkts.
a. Vienreizējs formēšanas process
Palielinot formēšanas preses spiedienu, zaļā korpusa blīvums tiek palielināts līdz virs 4,2 g/cm3, tādējādi novēršot izostatisko presēšanu. Pēc nospiešanas ar pilnībā automātisko formēšanas presi, robots to automātiski saliek aglomerācijas kastē un transportē caur noslēgtu kanālu, kas aizsargāts ar inertu gāzi. Nepārtrauktās saķepināšanas krāsnī krāsnī tiek ievadīts caur aizbīdņa vārstu, kas realizē automatizētu ražošanu un samazina darbaspēka izmaksas. Viss process tiek veikts vidē ar zemu skābekļa saturu, kas veicina procesa stabilitāti un veiktspēju.

Lai novērstu orientācijas pakāpes bojājumus formēšanas procesā, orientāciju veic brīvā stāvoklī vai mikrospiediena stāvoklī, un veidni izmanto vakuuma vai augstspiediena saķepināšanai. Šai metodei ir augstas prasības attiecībā uz veidņu materiālu, magnētisko caurlaidību un iekšējās dobuma sienas raupjumu. Tomēr, tā kā pulvera sprauga ir pārāk liela, saķepināšanas procesā to ir grūti sablīvēt tikai ar kapilāru darbību, un to ir viegli sarauties un deformēties.
b. Izostatiskā spiediena impulsa magnētiskā lauka formēšana gumijas plēvei
Gumijas veidni, kas pildīta ar magnētisko pulveri, ievieto metāla veidnē. Izmantojot impulsa magnētiskā lauka orientāciju, metāla iespiedējs saspiež gumijas plēvi un magnētisko pulveri. Metāla veidnes dobuma ierobežojuma dēļ gumijas veidne izplešas virzienā uz iekšējo dobumu un pieliek pulverim izostatisko spiedienu. Tā kā paraugam nav relatīvas kustības starp veidnes dobuma iekšējo sienu un pulveri, orientācija ir labi uzturēta. Tomēr, ņemot vērā gumijas plēves un tērauda veidnes cietības un Younga moduļa atšķirību, kompaktais ir pakļauts nevienmērīgai deformācijai.
c. Gandrīz tīkla formēšanas process (viengabala presēšana)
Paralēlās preses magnētiskā lauka orientācija ir tāda pati kā presēšanas virzienam, tāpēc orientācijas bojājuma pakāpe ir daudz augstāka nekā vertikālajai presei. Turklāt orientācijas staba izmēra ierobežojuma dēļ produkta presēšanas laukums ir mazāks. Tomēr, pateicoties padeves un orientācijas priekšrocībām, paralēlās presēšanas metode var vienā piegājienā veidot un presēt cilindriskus, apļveida, īpašas formas un viengabala izstrādājumus. Tam ir augsta presēšanas precizitāte un laba magnētisko īpašību konsistence, kas samazina apstrādes pielaidi un uzlabo materiālu izmantošanu. Tomēr viengabala presēšanas procesam ir augstākas prasības attiecībā uz pulvera plūstamību, presi (servo vadības precizitāti, magnētiskā lauka lielumu un viendabīgumu, automātisku pulvera sadali utt.), Veidni un saķepināšanas procesu.